Trenchless Sewer
Pipe Rehabilitation
An Industry Overview
Where TRY TEK Equipment is Used
When people think about broken underground pipes, they think about the liquid or gas in the pipe leaking out into the environment, causing a major hazard or wasting of resources. While this is true for gas or water pipes, the biggest problem for broken sewer lines is that ground water infiltrating into the sewer pipe, which is known as “Inflow and Infiltration” (INI). Sewer pipes can develop cracks and joints can separate due to ground shifts from floods, earthquakes, traffic, and changing groundwater levels. This causes a problem at the sewage processing facility. Now, not only does the facility have to process normal sewage, but also the groundwater that found its way into the cracks in the pipe. The amount of water being unnecessarily treated can be very substantial, especially during heavy or extended rains. This can cause a need for unnecessary and expensive expansion of facilities. Not only is INI costly for the sewage treatment plant, it can cause dangerous erosion. As the groundwater flows into the pipe it carries with it small particles of soil, slowly eroding areas around the pipe and possibly causing dangerous sinkholes at the surface level. The traditional method for addressing this type of problem was to dig up the old pipe and replace it.
Trenchless Sewer Pipe Rehabilitation History
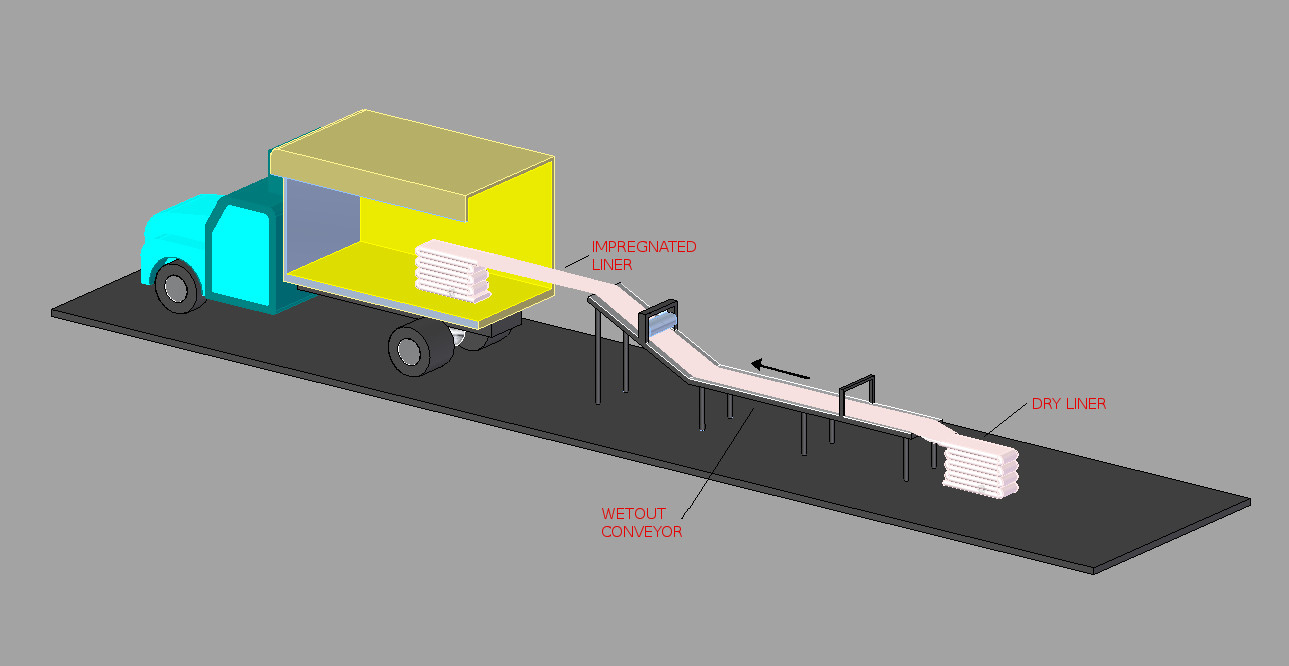
Trenchless sewer pipe rehabilitation for non-man-entry pipes began as far back as the 1920s with the use of the “Cement Mortar Lining” process for water pipes. By the 1950s grouting systems were developed for the sewer pipe industry. This is a tedious process and does not restore the structural integrity of the pipe. Plus, new cracks can develop in the same pipe that was just grouted. In 1971 a process was developed in England to repair sewer pipe without digging. By inserting a soft liner that can then harden, into the broken sewer pipe a new pipe could be placed inside the old pipe, with all the work done from the manholes. The new pipe liner covers over all the cracks from manhole to manhole, sealing tightly against the original pipe. Structural integrity is restored and flow is improved because the pipe surface is much smoother. Above ground there are no piles of excavated dirt, minimal traffic tie-ups, no risks of disturbing other nearby buried utilities and no complaints about disruption.
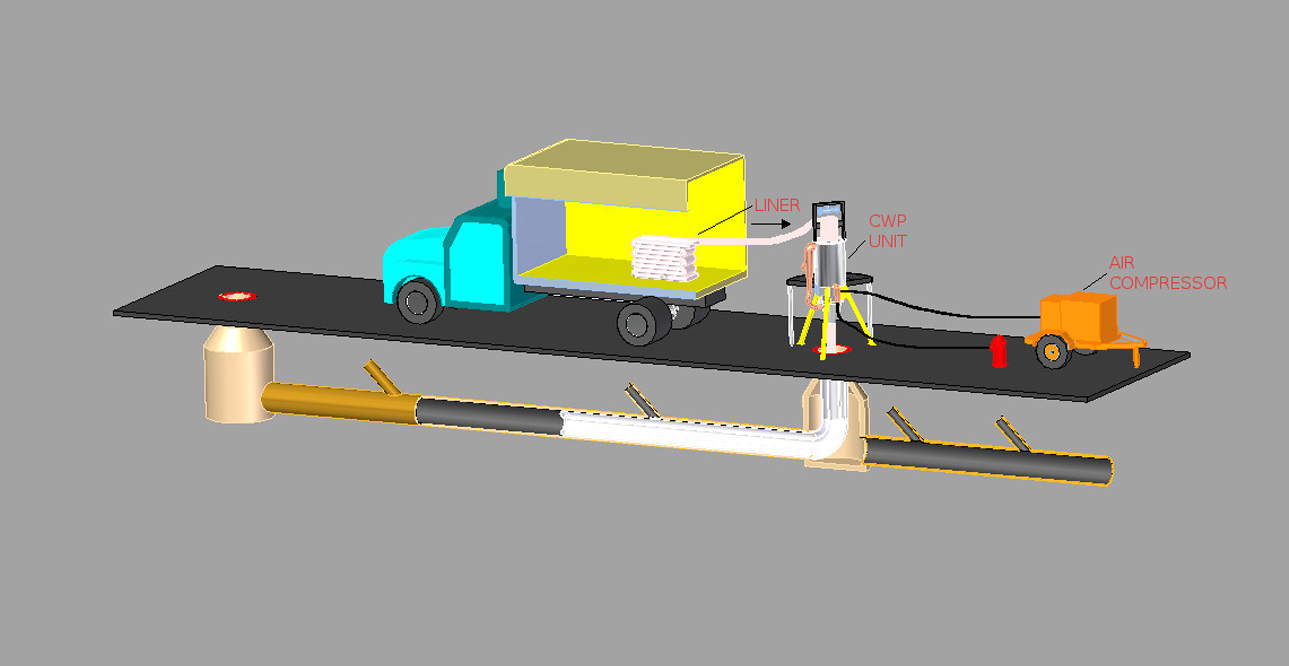
Cured-In-Place-Pipe (CIPP)
The technology has become known as Cured-In-Place-Pipe (CIPP) and has been a successful forerunner in the trenchless pipe-rehabilitation industry. Thousands of miles of pipe have been relined throughout the world for everything between 3” to over 100” diameters. Use of CIPP is now becoming commonplace, and is no longer just for special applications where excavation disruption or costs are too prohibitive.
Millions of feet of CIPP materials have been installed worldwide, have withstood every corrosive environment, and has survived the test of time. Billions of dollars have been saved because excavation was eliminated. From England the technology has expanded all over the world, the largest market being in North America. This same technology is also being used to repair natural gas and water pipelines.